














Regulator ciśnienia i blok przygotowania – jak dbać o narzędzia powietrzne?
Zanieczyszczone sprężone powietrze to najkrótsza droga do zatarcia silników pneumatycznych i korozji wewnętrznych mechanizmów narzędzi. Obecność kondensatu, rdzy z rurociągów oraz brak odpowiedniego smarowania powodują, że kosztowne klucze udarowe czy szlifierki tracą moc już po kilku miesiącach eksploatacji. Rozwiązaniem, które eliminuje te problemy, jest poprawnie skonfigurowany blok przygotowania powietrza. Urządzenie to nie tylko filtruje cząsteczki stałe, ale również stabilizuje ciśnienie robocze, co bezpośrednio przekłada się na powtarzalność pracy i bezpieczeństwo operatora.
Zasada działania i rola poszczególnych modułów FRL
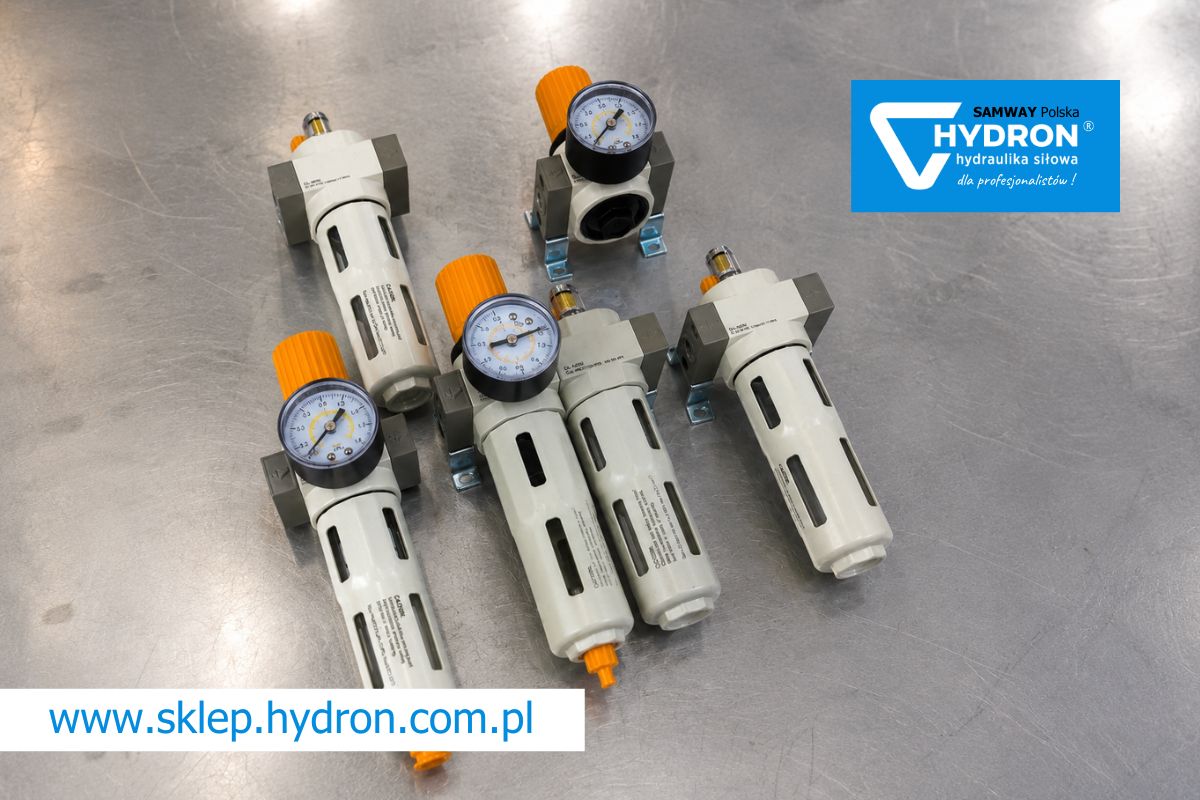
Standardowy zestaw przygotowania powietrza, często określany skrótem FRL (Filter-Regulator-Lubricator), składa się z trzech kluczowych komponentów. Pierwszym jest filtr pneumatyczny, którego zadaniem jest odseparowanie wody oraz zanieczyszczeń mechanicznych o wielkości od 5 do 40 mikronów. Odpowiednia filtracja chroni uszczelnienia i zawory przed przedwczesnym zużyciem ściernym.
Drugim modułem jest regulator ciśnienia powietrza. Jego zadaniem jest utrzymanie stałej wartości ciśnienia na wyjściu, niezależnie od wahań w sieci zasilającej. Jest to niezbędne, ponieważ nadmierne ciśnienie nie zwiększa wydajności narzędzia, a jedynie drastycznie skraca jego żywotność i zwiększa ryzyko wypadku. Ostatni element to smarownica (naoliwiacz), która podaje precyzyjną dawkę oleju mgłowego do strumienia powietrza.
Parametry techniczne zestawów przygotowania powietrza
| Parametr | Wartość standardowa | Zastosowanie |
|---|---|---|
| Maksymalne ciśnienie wejściowe | 12 - 16 bar | Zasilanie z kompresora śrubowego/tłokowego |
| Dokładność filtracji | 5 µm, 20 µm lub 40 µm | Ochrona narzędzi i zaworów sterujących |
| Zakres regulacji | 0.5 - 10 bar | Dostosowanie do wymagań narzędzia |
| Rodzaj przyłączy | 1/4", 3/8", 1/2" BSP | Dopasowanie do wydajności przepływu |
Najczęstsze błędy w eksploatacji bloków przygotowania
Niewłaściwa kolejność montażu modułów
Montaż smarownicy przed filtrem to kardynalny błąd, który powoduje natychmiastowe zapchanie wkładu filtrującego olejem. Blok przygotowania powietrza musi być zawsze ustawiony w kolejności: filtr, potem regulator ciśnienia powietrza, a na końcu smarownica. Tylko taka konfiguracja zapewnia czyste, suche i naoliwione powietrze trafiające bezpośrednio do odbiornika.
Brak regularnego odprowadzania kondensatu
Woda zbierająca się w szklance filtra, po przekroczeniu poziomu maksymalnego, zostaje ponownie porwana przez strumień powietrza do narzędzi. Powoduje to wymywanie smaru fabrycznego i korozję łopatek silnika. Rozwiązaniem jest stosowanie filtrów z opcją automatycznego spustu kondensatu, który usuwa ciecz bez ingerencji serwisanta.
Stosowanie niewłaściwego środka smarnego
Używanie olejów silnikowych lub hydraulicznych w smarownicach pneumatycznych prowadzi do pęcznienia i niszczenia uszczelek z NBR. Do naoliwiaczy należy wlewać wyłącznie dedykowany olej do narzędzi pneumatycznych o niskiej lepkości. Zapewnia on doskonałe smarowanie przy minimalnym oporze przepływu i nie tworzy osadów wewnątrz przewodów.
Zbyt duża odległość smarownicy od narzędzia
Mgła olejowa ma tendencję do osiadania na ściankach długich przewodów, przez co nie dociera do punktu odbioru. Jeśli odległość przekracza 5 metrów, smarowanie staje się nieefektywne. W takich sytuacjach należy stosować miniaturowe naoliwiacze montowane bezpośrednio przy szybkozłącze pneumatyczne narzędzia.
Praca na zablokowanym wkładzie filtrującym
Zanieczyszczony wkład filtrujący generuje ogromne spadki ciśnienia, co zmusza kompresor do częstszej pracy i zwiększa zużycie energii. Wymiana wkładu powinna następować co najmniej raz na 6 miesięcy lub gdy manometr radialny wskazuje wyraźny spadek ciśnienia podczas pracy pod obciążeniem.
Warto wiedzieć
Jak dobrać wielkość bloku przygotowania powietrza?
Dobór zależy od maksymalnego przepływu powietrza (l/min) wymaganego przez urządzenie, a nie tylko od średnicy gwintu. Zbyt mały blok spowoduje dławienie przepływu i spadek mocy narzędzi.
Czy każde narzędzie wymaga smarowania?
Narzędzia obrotowe jak klucze i szlifierki wymagają naoliwiania, jednak pistolety lakiernicze oraz niektóre siłowniki bezoilejowe muszą pracować na powietrzu całkowicie suchym i pozbawionym oleju.
Co oznacza funkcja "relieving" w regulatorze?
Funkcja odpowietrzania pozwala na obniżenie ciśnienia po stronie wyjściowej bez konieczności uruchamiania narzędzia, co ułatwia precyzyjną kalibrację systemu.
Dlaczego manometr pokazuje zero po wyłączeniu kompresora?
Prawdopodobnie zawór odcinający został zamknięty przed blokiem, a ciśnienie wewnątrz układu zostało spuszczone. Jeśli manometr nie reaguje mimo pracy sieci, należy sprawdzić drożność kanału pomiarowego.
Wybór profesjonalistów: dlaczego warto wybrać blok przygotowania powietrza?
Inwestycja w wysokiej jakości zespół przygotowania powietrza to realna oszczędność na kosztach serwisowych i częściach zamiennych. Stabilne ciśnienie robocze gwarantuje powtarzalność momentu obrotowego w kluczach pneumatycznych, co ma kluczowe znaczenie dla jakości montażu mechanicznego. Wybierając sprawdzone komponenty z oferty Hydron, zapewniasz swoim maszynom optymalne warunki pracy, minimalizując ryzyko nagłych awarii i kosztownych przestojów produkcyjnych.
ZOBACZ BLOK PRZYGOTOWANIA | PRZEJDŹ DO SKLEPU | ZAPYTAJ EKSPERTA